- Home
- Commercial
- Industrial
- Inventory/Rental
- Service/Parts
- Training/Resources
- Contact/About










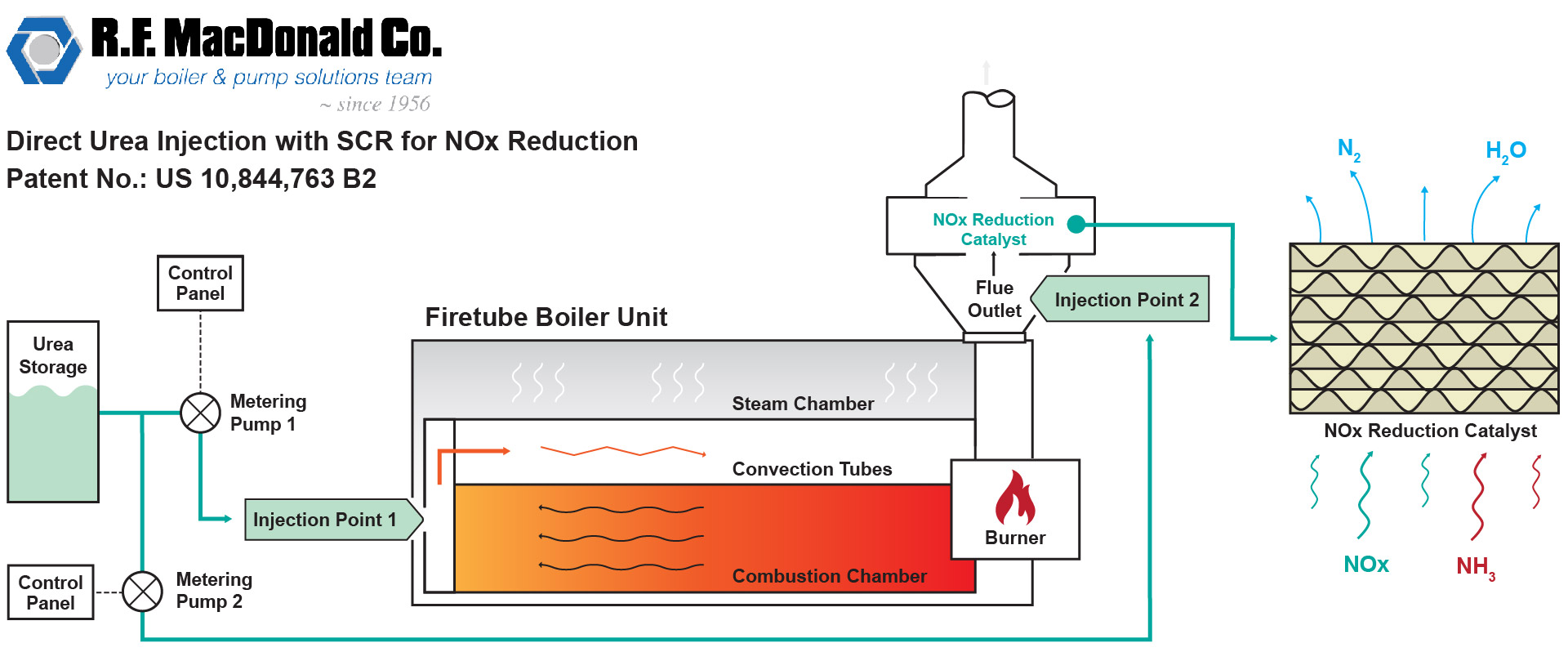
With the help of Michael MacDonald and the Boiler Special Projects Group, R.F. MacDonald Co. has invented and now patented the safest NOx emissions reduction process for boilers and fired vessels using direct urea injection with SCR.
On Tuesday, Nov. 24, 2020, the U.S. Patent and Trademark Office issued the safest and simplest NOx-reduction process patent for packaged boilers. The patent was granted to R.F. MacDonald Co. for inventing a “process for direct urea injection with selective catalytic reduction (SCR) for NOx reduction in hot gas streams and related systems and assemblies.”
SCR requires the use and storage of ammonia-based reagents, which range from high risk to low risk. The R.F. MacDonald Co. patent specifies urea, which is the lowest risk ammonia-based reagent. The only health hazard associated with urea is “possible irritation” as indicated by the Hazardous Materials Identification System (HMIS). The urea solution is identical to Diesel Exhaust Fluid (DEF), which is sold worldwide in automotive retail stores for use in diesel motor vehicles.
As shown in the graphic below, urea is injected at each Injection Point into the boiler. As NOx and urea pass through the NOx Reduction Catalyst, NOx is separated into two non-harmful elements Nitrogen (N2) and water (H2O). Read More
 R.F. MacDonald Co. was founded in 1956. We have 270 employees and ten offices throughout California and Nevada. We service and sell boilers, pumps, composites and accessories for commercial and industrial applications. Our employees are sales engineers, full-time mechanical engineers, long-time parts specialists and field service personnel.
R.F. MacDonald Co. was founded in 1956. We have 270 employees and ten offices throughout California and Nevada. We service and sell boilers, pumps, composites and accessories for commercial and industrial applications. Our employees are sales engineers, full-time mechanical engineers, long-time parts specialists and field service personnel.
Our efforts to proactively promote our field service capabilities are a key differentiator between our company and other equipment sales companies. Our customers expect and deserve prompt professional service for the products we provide, and we work enthusiastically to meet and exceed their expectations.
We invite you to review all of our boiler, pump and corrosion resistant products and encourage you to contact an office near you to speak directly with a local representative who can personally assist you with your equipment needs.

R.F. MacDonald Co. will continue to be the leader in market share, sales volume, technological innovation and service capabilities for the mutual benefit of our company, employees, customers and principal suppliers in the markets we serve. We will continue to pursue these goals through integrity and persistence.
 An objective for all of us in life is to potentially leave a part of ourselves as we depart this life for another. There are many adjectives that can be used to describe our founder Bob MacDonald but perhaps none more appropriate than ‘persistent.’
An objective for all of us in life is to potentially leave a part of ourselves as we depart this life for another. There are many adjectives that can be used to describe our founder Bob MacDonald but perhaps none more appropriate than ‘persistent.’
From Bob’s personal desk to the growth of our ten-office company, and ultimately his fight with cancer, persistence was his unwavering theme. In the memory of our founder, may these words by Calvin Coolidge be an inspiration to you.
Nothing in the world
can take the place of persistence.
Talent will not;
nothing is more common than
unsuccessful men with talent.
Genius will not;
unrewarded genius is almost a proverb.
Education will not;
The world is full of educated derelicts.
Persistence and determination
alone are omnipotent.
The slogan ‘Press On’ has solved
and always will solve
the problems of
the human race.







R.F. MacDonald Co. strives to be the most experienced company in the industry we serve, and we believe we are meeting the mark.
Vision Statement: “To provide a superior growth oriented workplace environment, that attracts and retains the best employees in the industry, fostering an attitude that provides our customers with the most innovative, responsive and results oriented effort possible.”

Replacing old high-pressure pumps with a cost-effective pumping

This content is password protected. To view it
| © 2023 R.F. MacDonald Co. All Rights Reserved | Terms and Conditions | Privacy Policy | Contact Us |
|---|






 Don Williams Corporate Trainer
Don Williams Corporate Trainer
