
ITT Goulds Pumps Reviews Current Pump Monitoring Capabilities
Written by Richard Hall and Barry Erickson, ITT Goulds Pumps

Reducing energy and improving reliability are the drivers for intelligent pump systems, which can now use automated monitoring on all types of rotating equipment.
Need for Pump Monitoring
With rising energy costs, manufacturing plants are increasing their focus on the amount of energy spent on rotating equipment. Improperly sized or poorly performing pumps are costing companies millions of dollars unnecessarily. Unscheduled repairs and poor reliability are causing companies to lose production and spend money on maintenance costs and spare pumps that sit idle for the majority of their existence.
Barriers to Pump Monitoring
Monitoring pumps has many benefits, however there are issues that stand in the way of executing a systemic plant-wide pump monitoring program. Instrumentation, remote locations, and multiple pump configurations contribute to the difficulty of monitoring pumps online.
Instrumentation in process plants are installed primarily for process control and diagnostic capabilities. Instrumentation necessary for equipment level diagnostics is typically in the form of field indicators, if they are installed at all. Remote locations, especially in the oil production and transportation industries, make access to pump data difficult. Finally, many pumps are installed in parallel or series configuration with a common set of instrumentation for the combined set of pumps. This configuration makes it difficult to isolate which pump is having difficulty.
Technology is overcoming these limitations, and contributing to the ability to monitor pump condition and performance.
Intelligent Pump Systems
Recently available intelligent pump systems address energy, reliability and capital cost issues. Integrating pump characteristics with a variable speed drive will reduce energy costs and improve pump reliability.
Energy Savings
Intelligent pumping systems are comprised of a Variable Speed Electrical drive with built in process control and pump diagnostic software. Some packages come with factory instrumented pump casings in which the key process instruments are integrated with the pump case. For existing pump installations, the current process control instruments can be substituted for the embedded instruments.
Intelligent pump systems incorporate variable speed drive technology and pump characteristics to operate the pump at optimum conditions. This saves energy costs because the power input to the pump is only as much as necessary to maintain the control set point.
Reliability Improvement
Reliability also improves with intelligent pump systems as the pump can be operated at conditions that are less damaging to the pump. Centrifugal pump studies have shown that pump reliability is highest when operated at or near the best efficiency point (Stavale, p 6).
Intelligent pump systems built-in diagnostics to detect abnormal pump conditions and react to prevent pump damage. Operating issues such as “dead heading,” cavitation and dry run are automatically detected. The pump can be programmed to react to these conditions automatically, or integrated with an Asset Management system for problem resolution.
Intelligent pump systems can improve reliability by reducing the number of components in a pump loop. Because flow measurement and pressure measurement sensors are built into the pump, external flow meters may not be necessary. Pressure or flow can be controlled by varying the speed of the pump, thus eliminated the need for control valves. Intelligent pump systems increase system reliability by operating the pump in better operating conditions, reacting to damaging operating conditions and requiring fewer components.
Pump Asset Management
Integrating intelligent pumps with Enterprise Asset Management (EAM) systems improves reliability. Keeping track and managing the thousands of assets in a process facility can be daunting. Asset Management tools can assist with managing the asset base. This releases engineering and technician resources as the Asset Management system identifies problems, assists with troubleshooting and notifies the appropriate parties. Engineers, operators, and technicians are notified on an exception basis thus allowing them to focus on more value added activities such as optimization, expansion or cost cutting projects.
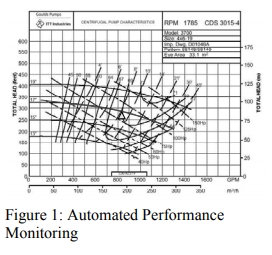 Process plants typically monitor pumps by utilizing process information, vibration analysis and lube oil quality. These tools are managed independently and collaboration between the independent systems is non-existent. Some facilities have automated these processes and integrated the tools with Enterprise Asset Management systems (Figure 1).
Process plants typically monitor pumps by utilizing process information, vibration analysis and lube oil quality. These tools are managed independently and collaboration between the independent systems is non-existent. Some facilities have automated these processes and integrated the tools with Enterprise Asset Management systems (Figure 1).
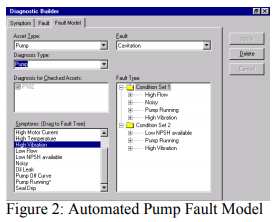
EAM systems can integrate information from the intelligent pump system with other process control information, lab data, vibration monitoring and lube oil condition assessment tools. These data inputs are used to fault trees for the pump system. The fault trees identify the failure modes of the pump and can include site specific and other unique issues with a particular pump system. This captures the expertise of site operators and engineers and puts it into use around the clock (Figure 2).
 Based on the input data, and the configuration of the fault model, automated responses can be initiated from the EAM system. These responses can take the form of personnel notifications, maintenance work orders and control system inputs. Automating these functions reduces variability in equipment-troubleshooting and resolution, reducing the probability of missing or incorrectly identifying a fault or symptom. The added consistency also results in better quality data for use in reliability analysis.
Based on the input data, and the configuration of the fault model, automated responses can be initiated from the EAM system. These responses can take the form of personnel notifications, maintenance work orders and control system inputs. Automating these functions reduces variability in equipment-troubleshooting and resolution, reducing the probability of missing or incorrectly identifying a fault or symptom. The added consistency also results in better quality data for use in reliability analysis.
The Asset Management tool can provide data that can be used for determining reliability of pump systems. Events related to pump operation are timestamped and stored. This data can then be analyzed with Reliability software for determining critical reliability variables.
Asset Management systems can provide added insight to equipment operation. Operating events such as “dead heading,” dry run and cavitation can be detected and logged in the Asset Management System. This data can then be retrieved to identify operating issues and causes of equipment failure.
Future Developments
Potential exists to improve monitoring methods without increasing instrumentation requirements. Using reliability models and empirical models to establish relationships between measured variables and inferred variables may yield reliability improvements and the ability to monitor and estimate pump condition and remaining life.
 Empirical Methods
Empirical Methods
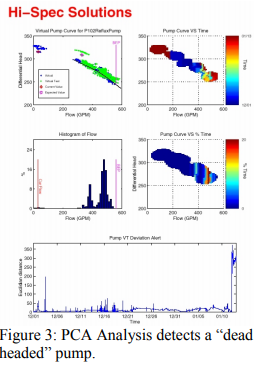
In some cases, process plants are monitoring pump performance and condition using empirical means (Figure 3).
Pumps are already monitored with empirical modeling tools such as Principle Component Analysis (PCA). There appears to be potential to further develop these tools by including first-principles calculations and condition monitoring variables such as vibration and oil condition. More research is required in this area to identify the potential of this technology.
Reliability Models
The application of operating condition to pump reliability is also within the realm of possibility. This work would establish a reliability “map,” which would correlate probability of failure to time in service, temperature history, vibration history, lube oil quality and past reliability metrics. Major automotive manufacturers already employ similar models to dynamically change service intervals on automotive internal combustion engines.
Conclusion
Industrial process pumps are a major consumer of energy in manufacturing facilities. Energy, operating and maintenance costs account for 20 percent of the lifecycle cost for pump systems. Intelligent pump systems integrated with Enterprise Asset Management systems can reduce these costs. Intelligent pump systems reduce energy costs by varying the speed of the pump thus reducing energy costs. Intelligent pump systems increase reliability by operating the pump in less damaging conditions, reacting to process problems, reducing installed component count and integrating to Enterprise Asset Management systems. Installing intelligence can be done on existing pump systems. Future work may focus on reliability models and empirical monitoring methods to improve detection and provide predictive maintenance capabilities.
Source: ITT Goulds Pumps
References
1. Stavale, A.E., 2001; “Smart Pumping Systems: The Time is Now,” Unpublished White Paper, ITT Industrial Pump Division, Seneca Falls, NY
2. Ingersoll-Dresser Pumps, Cameron Hydraulic Data
3. Bloch, H.P. and Geitner, F.K., 1994; An Introduction to Machinery Reliability Assessment, 2nd ed., Gulf Publishing Co., Houston, TX.
4. Automation Research Council
 Richard Hall, P.E., is the Consultant Manager in the Honeywell @sset.MAX line of business. He has 8 years of hands-on experience in refinery project and maintenance management gained during employment with DuPont and Conoco, Inc. His experience includes developing maintenance programs, managing maintenance departments, troubleshooting equipment and process problems, and application of maintenance and reliability engineering.
Richard Hall, P.E., is the Consultant Manager in the Honeywell @sset.MAX line of business. He has 8 years of hands-on experience in refinery project and maintenance management gained during employment with DuPont and Conoco, Inc. His experience includes developing maintenance programs, managing maintenance departments, troubleshooting equipment and process problems, and application of maintenance and reliability engineering.
Joining Honeywell in 1997, he has been a key contributor in the development of Honeywell’s @sset.MAX Enterprise Asset Management solution, for which he received Honeywell IAC’s Technical Excellence Award. Richard currently manages the consulting group, providing Asset Management consulting, training, and project definition services.
Richard holds a Bachelor of Science degree in mechanical engineering from the University of Nebraska and is a registered professional engineer in the state of Colorado.
 Barry Erickson, PhD., is Vice President of Technology at ITT Goulds. His industrial experience includes 17 years in product development with Allis Chalmers, 8 years in Engineering Management at Duriron (now Flowserve). Prior to that he taught at the University of Cincinnati in the thermal and fluid mechanics areas.
Barry Erickson, PhD., is Vice President of Technology at ITT Goulds. His industrial experience includes 17 years in product development with Allis Chalmers, 8 years in Engineering Management at Duriron (now Flowserve). Prior to that he taught at the University of Cincinnati in the thermal and fluid mechanics areas.
For the past five years he has been responsible for the global product and technology development of ITT’s Industrial Pump Group. His interests have focused on pump reliability and have included developing the first quantative evaluation of pump reliability.
He has been active on many ASME and Hydraulic Institute technical committees, and presently presides over the Centrifugal Section of the Hydraulic Institute. He holds two patents, and has authored numerous technical papers and standards. Barry received his PhD from the University of Cincinnati.


