The primary benefit of a steam-ready system is the shortened design-to-installation time, allowing customers to engineer a project in advance and minimize erection time.
 The pace of business today dictates that manufacturers bring products to market faster through the continuous streamlining of product innovation, product development and engineering processes. A few years ago, one leading manufacturer of industrial watertube (IWT) boiler systems committed itself to accomplishing this goal. The company took its past experience and proven design and combined it with new technologies to develop a steam-ready integrated, industrial watertube boiler system that reduces the overall project schedule by 30 percent.
The pace of business today dictates that manufacturers bring products to market faster through the continuous streamlining of product innovation, product development and engineering processes. A few years ago, one leading manufacturer of industrial watertube (IWT) boiler systems committed itself to accomplishing this goal. The company took its past experience and proven design and combined it with new technologies to develop a steam-ready integrated, industrial watertube boiler system that reduces the overall project schedule by 30 percent.
For a decade, design engineers at Cleaver-Brooks have been making modifications to its integrated watertube boiler/burner system in order to improve productivity, reduce emissions and increase energy efficiency. Building upon its proven, high-quality design, engineers have applied advanced computational fluid dynamics (see figure) and mathematical modeling to optimize and standardize the boiler system. As a result, the industry-leading, IWT system is now available on a fast-track timeline.
 Insight Into the Boiler Selection
Insight Into the Boiler Selection
When the steam-ready idea surfaced five years ago, engineers invested a lot of time into selecting the correct boiler/burner combination to best fit a majority of industry applications. Engineers evaluated several available models, including A-, O- and D-type boilers and even considered new technologies.
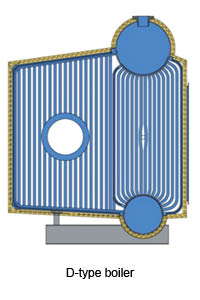
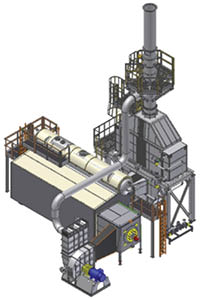
As a result of their analysis, engineers selected the D-type boiler because it proved to be the most versatile design. The front-view (see figure) illustrates the boiler’s two-drum design with the steam drum on top and the water drum beneath it. Because both drums are next to the furnace, this design inherently provides flexibility with regard to drum sizes and furnace geometry.
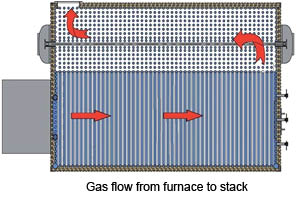
The larger the steam drum, the better equipped a boiler is to handle load swings, leading to a longer life and also better steam quality. In addition, a large furnace enables low heat release that is advantageous for a couple of reasons. First, low heat release helps to extend boiler life, and secondly, it ensures complete combustion, which enables guaranteed low emissions. The below illustration demonstrates the flow of the gas through the furnace section, along the convection bank and out a side gas exit connected to an economizer, stack or other exhaust condition.
 Optimizing the Boiler System for Performance
Optimizing the Boiler System for Performance
Engineers assessed several available models of the Dtype boiler, with the objective of improving efficiency and reliability. Using advanced CFD modeling, they began to optimize the furnace geometry. Consequently, the engineers made a number of adjustments to produce a cooler, more homogeneous flame pattern, which eliminates flame impingement, ensures complete combustion and reduces emissions.
Next, the engineers researched the major issues in the boiler room and discovered the most prevalent ones centered around refractory — either with refractory gas seals or general maintenance with refractory repair work. As a result, the engineers designed the steam-ready system with watercooled front and rear walls and made further enhancements by improving the membrane design. In the integrated system, all refractory corner seals are eliminated.
After the engineers optimized the boiler/burner combination they focused on optimizing the entire boiler system, concentrating on components such as: controls, fans, economizers, support steel, stack and all the auxiliary equipment that is required for a complete, operable steam system.
 Wide Range of Designs Available
Wide Range of Designs Available
In generating the design specifications for its Nebraska D steam-ready system, engineers strived to cover a broad range of capacities and operating conditions to match the requirements for a variety of industry segments and applications. The saturated boiler capacities range from 10,000 to 225,000 lb/hr with design pressures up to 375 psig (higher pressures will available soon). Currently, operating pressure is available from 100 psig to 325 psig.
The system has been engineered to run using natural gas or #2 fuel oil or a combination of the two. Using natural gas, the system’s NOx emissions is 30 ppm or uncontrolled, and with a factory consult, NOx emissions can be reduced even further.
The integrated burner is determined by the boiler capacity, ranging from a gun burner at lower capacities to wind-box mounted fans, and even floor-mounted fan applications for high capacities.
Benefits of a Steam-Ready System
The primary benefit of a steam-ready system is that the design-to-installation time is substantially shortened. Customers can upfront engineer a project long before they could in the past. Several different guide specifications have been written, along with the available options so a system can be tailored for a specific application. With drawing submittals completed so quickly, the manufacturing process can get underway immediately.
Budget quotes can now be provided almost instantaneously and firm quotes shortly thereafter. The general arrangements such as drawings, base loadings and bill of materials will be completed along with or shortly after the quote. Also, performance data will be readily available as well as a spare parts list.
In 1998, Cleaver-Brooks purchased Nebraska Boiler to expand its watertube product offering. When the demand for low-emission burners increased, Cleaver-Brooks purchased the NATCOM burner line in 2001. Cleaver-Brooks then established the Engineered Boiler Systems group with the overall goal of making the most efficient, most reliable watertube boiler/burner system in the industry with reduced emissions. By introducing the Nebraska D steam-ready series, Cleaver-Brooks has further solidified its leadership position in the industry. For more information, contact cleaverbrooks.com.
Written By: Aaron Fink
Source: Cleaver-Brooks
For a decade, design engineers have been modifying the watertube boiler, improving productivity, reducing emissions and increasing energy efficiency.