All boilers are engineered with automatic boiler safety controls to protect facility equipment and prevent boiler failure
The National Board & Pressure Vessel Inspectors (NBBI), a national boiler inspection agency, found that most boiler incidents are a result of low-water cutoff device failure.
The second leading cause is operator error/poor maintenance. Qualified and certified maintenance technicians must regularly check all safety controls to ensure they continue to function properly. The following is a list of boiler safety controls and their functions.
 Operating Control – Turns the burner on and off based on the desired pressure or temperature for the system. This control uses a subtractive differential setting that is the point where the burner cycles back on after being turned off at the (higher) operating set point.
Operating Control – Turns the burner on and off based on the desired pressure or temperature for the system. This control uses a subtractive differential setting that is the point where the burner cycles back on after being turned off at the (higher) operating set point.
Combustion Air Proving Switch – Ensures the combustion air fan is powered and delivering sufficient air for good combustion. With a gun burner, this is located on the air plenum just before the burner’s blast tube. With an integral burner, the switch is mounted on the front head, which also serves as the air plenum. The switch mechanism is normally open and closes on a pressure increase within the air plenum itself as the burner cycles through pre-purge. It stays closed for as long as the fan runs.
High-Limit Control – Controls over pressure. Set above the operating limit off point, this control has a fixed differential so the switch is closed unless the set point is reached and it breaks power to the control circuit. In the case of a high-pressure occurrence or operating control failure, power to the burner is automatically shut off, and the control needs to be manually reset for a burner restart.
Low-Gas Pressure Switch (LGPS) – Indicates the proper amount of gas is furnished to the burner to attain full input. It also ensures correct velocity through the burner orifices to allow proper mixing. Low velocity can cause raw gas to pocket and result in rough or very dangerous re-ignitions.
High-Gas Pressure Switch (HGPS) – Ensures the burner is not over-firing and creating a dangerous fuel-rich condition. This switch is located downstream from the gas valve(s) and operates opposite of the LGPS. It opens on a pressure rise above its operating set point that is above the low-gas pressure setting and above the normal operating gas pressure when full input is achieved.
Low-Oil Pressure Switch (LOPS) – Checks that there is sufficient pressure to make input. It also helps to ensure proper atomizing of the fuel to prevent oil pooling and poor mixing from the nozzle.
High-Oil Pressure Switch (HOPS) – Complements the low-oil pressure switch. It works similarly to the high-gas pressure switch with a setting above normal operating pressure. Ensures the burner is not receiving excessive oil that is not properly mixed with combustion air causing excessive pooling and sooting and a possible fireside explosion.
Atomizing Air Proving Switch (AAPS) – Assures full atomization of the oil for a cleaner burn, the air of which supplements pressurized mechanical atomization. The total (air) system incorporates compressed air either from the plant or from an integral compressor packaged with and mounted near the burner.
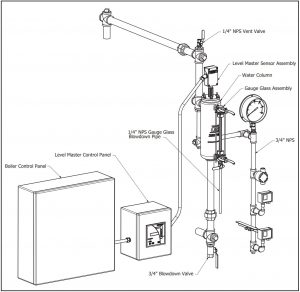
Main and Auxiliary Low-Water Cutoffs – The main low-water cutoff controls for feedwater introduction. Both the main and auxiliary low-water cutoffs protect the boiler from dangerous conditions by shutting the burner down. Often considered the most important safety devices on the boiler as these cutoffs can prevent a catastrophic waterside explosion.
Feedwater Pump Control – Triggers water to enter the boiler at the proper (level) point. This control is integral to the main low-water cutoff.
Flame Scanner – Proves and supervises both the pilot and main flames.
Contact Us for certified boiler maintenance