All boilers designed for steam production have several factors in common that influence their operational efficiency and return on investment
By Victor Cerbins
Cleaver-Brooks
All boilers designed and manufactured for steam production have several factors in common. Regardless of whether the boiler is a firetube or watertube design, it is important to evaluate key factors that will influence the operational efficiency of the equipment and impact its return on investment. These factors include:
• Efficiency and burner load response
• Water/waterside care
• Gas pressure
• Packaged skid/footprint
• Maintenance/repair – fireside and waterside
• Reliable, knowledgeable local sales and service team of the manufacturer
Efficiency and Burner Load Response
When evaluating a steam boiler, there are variable factors that influence a boiler’s operating or “in-service efficiency” under all operating conditions of the steam plant. It is important to note that a fuel-fired boiler does not operate at 100% efficiency. Lost or unused energy comes in several forms as shown in Figure 1.
1. The greatest relative sources are exhaust gases from the process of combustion, which can decrease efficiency by 18% or more.
2. The next area of loss pertains to the heat that is radiated from the boiler, whether operating or in standby mode. This can result in losses of up to 4%.
3. Too frequent blowdown cycles can cause as much as 4% or more in heat loss. Know that low-water volume steam boilers require frequent blowdown cycles.
4. Burner performance, specifically whether the burner can track with any load changes or if it forces the steam boiler to cycle too frequently because it is not designed for full modulation. A burner that cannot track load changes will decrease the operating efficiency, leading to a lower expectation of fuel and emission reductions.
Reducing or recovering the losses of radiation, blowdown and flue gases will increase the operating efficiency of the equipment, and to some extent, external equipment can be added to reduce these losses thereby increasing the operating efficiency of the boiler. Some low-water volume, high-heat release designs cannot operate efficiently without these external devices.
In addition, published efficiency rates assume combustion excess air of 15%; however, the burner may not be able to operate at that excess air level. If a burner operates at greater than 15% excess air, further reductions in ] efficiency occur, particularly at low- to mid-fire.
How a boiler’s burner operates from minimum demand to maximum demand impacts operational or in-service efficiency. Not all boilers are equipped with a high efficiency burner, and some burners are not designed to properly integrate with the specific boiler design.
1. Modulation – The boiler must be equipped with a burner that can consistently achieve modulation from minimum firing to maximum firing rate with a consistent fuel/air ratio as the system demands change throughout the daily operating demand. A high-turndown burner will minimize on/off cycling or efficiency loss and maintain steam flow and dry quality steam regardless of system demand.
Some boiler manufacturers try to approximate modulating high turndown through modular configurations, but these “modifications” cannot operate efficiently where variable steam loads occur. Below a firing rate of 50%, these so called “step-modulation” burners actually operate in an on/off mode. Their inability to operate efficiently at the minimum or mid-fire input rate decreases the boiler’s operating efficiency. Steam loads rarely operate at the “on/off” or “low/high/low” firing rates of the modular units, so frequent cycling will occur on non-turndown boilers. Each time a boiler cycles on/off, there are unseen energy losses that reduce in-service efficiency.
For example, a 300 HP boiler producing 10,000 pounds of steam per hour with 10:1 turndown can operate with a minimum output of 30 HP or 1000 pounds of steam per hour, while still maintaining high efficiency. A step- modulation burner may offer a 3:1 turndown but cannot operate efficiently below 3,300 pounds of steam per hour.
2. Quick-load response – This operating characteristic of a boiler should not be confused with cold start-up, and these terms are not interchangeable. Cold start-up pertains to the rapid start of a boiler that has been offline with no pressure existing within the vessel. Frequently a boiler is selected based on how quickly it will cycle on from a cold start, meaning no pressure on the boiler while internal water temperature is at ambient. While low-water volume boilers may be brought to steam pressure in a very short period of time, rarely are steam loads a batch process where steam boilers cycle off and cool down before the next steam demand. Changing steam loads require that a boiler follow these fast load changes without an excessive change in steam quality or drop in steam pressure. Some boilers are designed to produce 99.5% dry quality steam without an additional steam separator. If an external steam separator is required, equipment maintenance and service costs will increase.
Boilers that are equipped with high-turndown burners provide high operational efficiency. Coupled with integral steam drum internals, these boilers offer dry quality steam regardless of changing steam demand.
Some on/off and low-high-low boiler manufacturers try to imitate high-turndown boilers through modular configurations, but this type of system does not operate efficiently with a fluctuating steam load. Consequently, it is important to ascertain whether the selected boiler has the ability to operate efficiently at the minimum or mid-fire input rate without on/off cycling or extreme excess air. Steam loads rarely operate at the on/off or low-highlow firing rates of the modular units, so frequent cycling will occur on these non-turndown boilers. Each time a boiler cycles on/off, it loses efficiency.
Waterside/Water Treatment
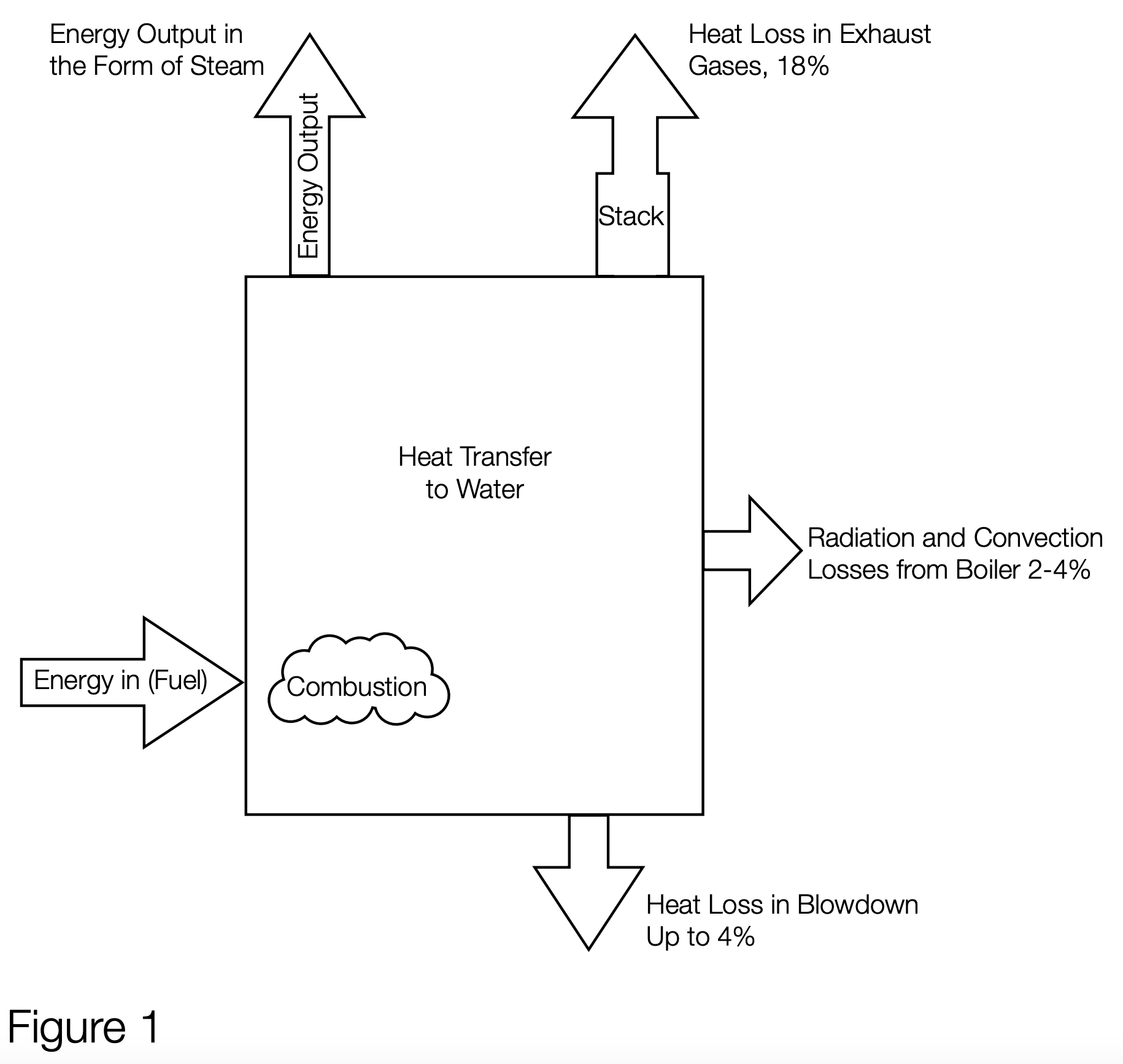
All steam boilers require treated water for steam production. Lack of proper water chemistry can lead to the early retirement of the boiler or require tube replacement. When water changes to steam, some of the solids that are contained in the water, which can be unseen, are left within the boiler. And, depending on how much steam is produced and the rate of make-up (sometimes referred to as cycles of concentration, see Figure 2), these solids must be removed from the vessel to prevent damage. This requires bottom blowdown and surface blow-off. As noted in Figure 1, this procedure could account for a 4% reduction in the operational efficiency of the boiler.
While low-water volume, low-mass boilers may produce steam quickly, the water quality must be pure to avoid scaling and sludge build-up. Generally, low-water volume boilers require more intense water treatment. Any variable in the treatment program can lead to rapid scaling and a significant decrease in heat transfer efficiency. For example, a 300 HP boiler with generous heating surfaces and water volume is less prone to scaling and corrosion compared to a unit that has half the heating surface and one-third the water volume. In boilers with little water content, any difference the between chemical injection rate and steaming rate will result in erratic chemistry control. One of the most common causes of boiler damage is scale, so water hardness must be tested daily. Zero PPM hardness and daily sampling are required at the feedwater tank. Steaming rate and chemical injection rate must be in sync, and this relationship is critical due to the low volume of water.
Some designs require the use of a proprietary Colormetry unit to constantly monitor water hardness as part of a required service warranty. If as little as 1 PPM is detected, the boiler shuts down on alarm. With constant alarms disrupting production, customers typically disconnect the Colormetry unit, leading to the destruction of the pressure vessel in as little as 10 days of operation. For oxygen control, the required warranty also requires the customer to use a specific “Boilermate” chemical treatment system, denying the customer competitive cost advantages in water treatment.
With that in mind, a low-water volume, high-heat release boiler requires more frequent blowdown resulting in higher losses compared to a boiler that has greater water volume and heating surfaces. This can amount to a 4% loss versus a 1% loss.
Other Considerations
It is also important to note that the integral burner of one low-water volume boiler manufacturer requires higher gas pressure than is typically available in some areas (minimum 3 psi). Cleaver-Brooks burners operate with as little as 6 inches WC gas pressure, and all FLX boilers up to 10 MMBTU can operate with <1 psi gas, while the 10.5 MMBTU to 12.0 MMBTU models require only 50 inches WC psi standard and can accommodate less pressure with larger gas trains. In many areas of the United States, most notably the New England region, very expensive gas boosters are required to build gas pressure to the level at which some competitive boilers can operate, or they simply cannot operate in these areas at all. Low-mass boiler manufacturers often claim their boilers take up less space. This comparison to firetube boilers is correct; however, watertube boilers are generally similar in size to a comparable low-mass boiler. And, while the feedwater and chemical feed systems can be skid mounted with the watertube boiler, it is not mandatory like it is with low-mass units. The ability to locate the feedwater and chemical feed systems elsewhere in the room offers flexibility in the layout. In addition, a low-mass boiler requires the use of the manufacturer’s deaerator and chemical treatment system. With a firetube or watertube boiler, if the existing deaerator is in good shape, it can be reused, thus reducing first cost.
Maintenance/Repair
Low-mass boilers are more prone to damage when water conditions go out of specification. When this happens, there is only a short window to take corrective action before damage occurs. Neglecting water chemistry for even a short period of time on a low-mass boiler can result in costly repairs or even a complete heat exchanger replacement. This is one of the greatest weaknesses of a low-mass boiler. A typical firetube boiler is forgiving with regard to water conditions, but a low-mass boiler is not.
Also, the tubes in a firetube design are installed horizontally in the boiler and are completely submerged under the water and not exposed to the steam. If a tube failure occurs, the tube can be individually replaced. Conversely, in a low-mass boiler, the tubes are installed vertically in the boiler. The inside surface of each tube is continuously exposed to the turbulence created by the energy produced when the water changes into steam.
Unlike in a traditional firetube boiler, if a failure occurs in the tube of a low-mass boiler, it cannot be individually replaced because it has studded fins that make this task extremely difficult, if not impossible. Also, due to the design of the low-mass boiler, there is limited access to the inside for servicing. If a tube replacement cannot be done at a reasonable cost, the entire heat exchanger may have to be replaced instead, which greatly increases the lifecycle cost of the boiler.
Superior Local Sales and Service Team
To ensure a boiler runs correctly and maintains its efficiency throughout its lifecycle, it is important to properly maintain it, which includes regular tune-ups. Having a reliable, knowledgeable local sales and service team that represents the manufacturer is important. They can provide a full line of genuine parts, training and maintenance plan solutions to keep the boiler room running smoothly and at peak performance.
Source: Cleaver-Brooks